數(shù)控機(jī)床編碼器的誤差分析與診斷
編碼器是一種旋轉(zhuǎn)式脈沖編碼器,是數(shù)控機(jī)床上廣泛使用的位置檢測(cè)裝置。編碼器故障與同一服務(wù)器系統(tǒng)的故障交織在一起,故障排除非常困難。在研究之后,總結(jié)了編碼器的五種典型誤差,并描述了誤差分析和診斷的過程。
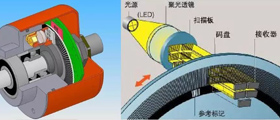
檢測(cè)裝置是半閉環(huán)和閉環(huán)協(xié)同服務(wù)系統(tǒng)的重要組成部分。其功能是檢測(cè)致動(dòng)器的位置和速度,執(zhí)行信號(hào)處理并發(fā)送反饋信號(hào),以形成半閉環(huán)和閉環(huán)控制。脈沖編碼器是一種能將機(jī)械旋轉(zhuǎn)角轉(zhuǎn)換為脈沖的角動(dòng)量編碼器。有兩種類型:增量型和絕對(duì)型,可以測(cè)量角位移和速度。它是半閉環(huán)控制數(shù)控機(jī)床上廣泛使用的位置檢測(cè)裝置。
控機(jī)床編碼器的誤差分析與診斷")
作為檢測(cè)元件,脈沖編碼器在發(fā)生故障時(shí)直接影響數(shù)控機(jī)床的定位精度。編碼器最常見的故障主要如下:@編碼器損壞。編碼器中的組件性能故障。3-編碼器組件有故障或松動(dòng)@連接編碼器的電纜有故障,例如短路、斷路、接觸不良和屏蔽不良。編碼器的內(nèi)部組件被污染。
通過幾個(gè)例子對(duì)此進(jìn)行了分析。
編碼器損壞
(1) 故障設(shè)備KMC-3000SD龍門加工中心,F(xiàn)ANUC 16i-M CNC系統(tǒng)。
(2) 故障現(xiàn)象Z軸移動(dòng)時(shí)偶爾會(huì)出現(xiàn)警報(bào),表明實(shí)際位置與命令不匹配。
(3) 故障診斷基于報(bào)警信息。考慮到門戶編輯中心剛剛安裝調(diào)試完畢,可能是接觸不良所致。仔細(xì)檢查電纜和插座的連接,未發(fā)現(xiàn)異常。經(jīng)過仔細(xì)檢查,發(fā)現(xiàn)Z軸編碼器的外殼因碰撞而變形,因此懷疑編碼器損壞。
(4) 故障排除更換新編碼器后,故障已修復(fù)。
編碼器內(nèi)部組件性能故障
(1) 故障設(shè)備Rui DIIXI CNC機(jī)床
(2) 故障現(xiàn)象數(shù)字顯示不規(guī)則閃爍,機(jī)床無法正常工作。
單擊是保存系統(tǒng)配置文件。系統(tǒng)可以根據(jù)您選擇的后處理文件處理NC程序代碼。
3.小結(jié)
數(shù)控編程軟件需要編輯和設(shè)置后處理文件。然而,正常用戶往往忽略這一點(diǎn),在每次生成后都會(huì)更改NC程序,這不僅浪費(fèi)時(shí)間,而且容易出錯(cuò)和發(fā)生意外。本文對(duì)MasterCAD軟件的后處理文件進(jìn)行了修改,以期對(duì)相關(guān)人員進(jìn)行教育。
(3) 故障排除編碼器是一個(gè)絕對(duì)位置檢測(cè)設(shè)備,它有兩個(gè)碼盤:粗碼盤和細(xì)碼盤。粗編碼器用于檢測(cè)機(jī)床坐標(biāo)位置顯示器上顯示的坐標(biāo)的dm和cm位,而細(xì)編碼器可以顯示坐標(biāo)的mm位和0.1mm位。機(jī)床報(bào)警信息后,檢查報(bào)警說明。消除不良連接后,確認(rèn)編碼器的內(nèi)部組件有故障。經(jīng)過分析,對(duì)應(yīng)于16個(gè)代碼通道的磁阻狀態(tài)的工作頻率非常高。機(jī)床應(yīng)用一定時(shí)間后,磁阻狀態(tài)的使用壽命結(jié)束,導(dǎo)致其輸出電壓經(jīng)常偏離正常值,從而導(dǎo)致輸出邏輯故障(4)故障排除拆除編碼器,替換16個(gè)代碼通道的磁阻狀態(tài)并消除誤差。
編碼器裝配故障
(1) 故障設(shè)備配備FANUC OT-A2系統(tǒng)的數(shù)控車床。
(2) 因此,當(dāng)加工端面時(shí),在加工端面時(shí)表面上會(huì)出現(xiàn)周期波。
(3) 故障排除數(shù)控車床端面加工時(shí),表面產(chǎn)生振動(dòng)線的原因很多。在機(jī)械方面,例如刀具、主軸和其他部件的安裝不良,以及機(jī)床的精度不足,這些都會(huì)導(dǎo)致上述問題。然而,機(jī)床定期出現(xiàn)并有一定的規(guī)則。根據(jù)一般情況,應(yīng)該是主軸的位置檢測(cè)系統(tǒng)。然而,在仔細(xì)檢查機(jī)床主軸的所有部件后,沒有發(fā)現(xiàn)任何故障。確保振動(dòng)模式與X軸的主軸傾角相對(duì)應(yīng),以便在維護(hù)期間再次檢查X軸。機(jī)床的機(jī)械傳動(dòng)結(jié)構(gòu)是伺服電機(jī)和滾珠絲杠由同步同步帶連接,位置反饋編碼器采用單獨(dú)布置。通過檢查發(fā)現(xiàn),可拆卸X軸編碼器的安裝位置與導(dǎo)螺桿不同心,存在偏心問題,即:,編碼器軸線和導(dǎo)螺桿中心不在同一條線上,這導(dǎo)致編碼器在X軸運(yùn)動(dòng)期間旋轉(zhuǎn)不均勻,并反映在處理中,這是周期性波動(dòng)。
(4) 故障排除重新安裝和調(diào)整編碼器后,故障得到解決。
屏蔽線不良故障
(1) 故障設(shè)備配有FAGOR 8030數(shù)控系統(tǒng)的立式加工中心。
(2) 故障現(xiàn)象當(dāng)您返回參考點(diǎn)時(shí),參考點(diǎn)的位置不穩(wěn)定,并且參考點(diǎn)的定位精度較差。
(3) 故障診斷通過檢查,機(jī)床通常以手動(dòng)模式工作,參考點(diǎn)延遲速度和位置環(huán)路增益設(shè)置正確,傳感器+5V電壓正常,返回參考點(diǎn)的動(dòng)作過程正確。因此,可以預(yù)先確定誤差是由編碼器零脈沖的故障引起的。進(jìn)一步調(diào)查顯示,軸編碼器連接電纜的屏蔽線已脫落。
(4) 故障排除重新連接網(wǎng)線后,參考點(diǎn)定位穩(wěn)定,定位精度滿足原機(jī)床要求,誤差消除。
編碼器內(nèi)部元器件被污染產(chǎn)生的故障
(1) 故障設(shè)備是帶有DYNAPATH 20M系統(tǒng)的數(shù)控銑床。
(2) 誤差現(xiàn)象加工零件時(shí),Y方向加工尺寸與編程尺寸之間存在較大誤差,誤差值與Y軸的移動(dòng)距離成正比。距離越長(zhǎng),誤差越大。
(3) 為了進(jìn)一步確認(rèn)故障原因,在維護(hù)期間仔細(xì)測(cè)量了機(jī)床Y軸的定位精度。測(cè)量后發(fā)現(xiàn),機(jī)床的Y軸在每個(gè)斜面上的實(shí)際移動(dòng)距離將偏離約0.1mm,并且存在固定規(guī)則。根據(jù)誤差現(xiàn)象,機(jī)床出現(xiàn)上述問題的原因似乎與系統(tǒng)的參數(shù)設(shè)置有關(guān),即,系統(tǒng)的命令乘法器、檢測(cè)乘法器、反饋脈沖數(shù)等的參數(shù)設(shè)置誤差,因?yàn)闄C(jī)器參數(shù)存儲(chǔ)在EPROM存儲(chǔ)器中。對(duì)機(jī)床Y軸運(yùn)動(dòng)的進(jìn)一步觀察和測(cè)量表明,當(dāng)機(jī)床的Y軸伺服電機(jī)以固定角度運(yùn)動(dòng)時(shí),發(fā)生撞擊動(dòng)作。在無沖擊范圍內(nèi),測(cè)量的實(shí)際移動(dòng)距離與命令值相對(duì)應(yīng)。根據(jù)上述現(xiàn)象,暫時(shí)確定誤差的原因與位置檢測(cè)系統(tǒng)有關(guān)。由于機(jī)床使用半閉環(huán)系統(tǒng),因此在維護(hù)期間,伺服電機(jī)的內(nèi)置編碼器被移除以進(jìn)行檢查。
考慮到更換編碼器的成本和時(shí)間,在維護(hù)期間,使用酒精仔細(xì)清潔編碼器,以去除軸承潤(rùn)滑脂熔化造成的黑色污漬。重新安裝編碼器后,機(jī)床可以正常工作,Y軸的影響消失,精度恢復(fù),誤差消除。
數(shù)控機(jī)床編碼器的誤差分析與診斷總結(jié)
編碼器是數(shù)控機(jī)床的重要組成部分,直接影響和反映數(shù)控機(jī)床的精度。在安裝、調(diào)試和維護(hù)過程中應(yīng)特別注意。
了解更多
編碼器相關(guān)知識(shí),敬請(qǐng)關(guān)注西安德伍拓自動(dòng)化傳動(dòng)系統(tǒng)有限公司網(wǎng)站。公司技術(shù)團(tuán)隊(duì)為您免費(fèi)提供編碼器的選型、安裝、調(diào)試、保養(yǎng)等技術(shù)指導(dǎo)服務(wù),盡量避免企業(yè)因?yàn)榫幋a器技術(shù)人員的短缺帶來的損失,采取“線上+線下”服務(wù)的服務(wù)形式,幫助企業(yè)解決技術(shù)難題。









化傳動(dòng)系統(tǒng)有限公司")
 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn