伺服電機(jī)編碼器調(diào)零定位案例解析
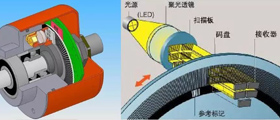
針對AB伺服電機(jī)(型號:MPL-B640F-MJ24AA)出現(xiàn)的特殊情況,即在檢查剎車過程中,客戶不慎將固定在電機(jī)尾部的sick編碼器(型號:SRM50-HFA0-K01)拆卸下來而未做標(biāo)記,導(dǎo)致重新安裝后出現(xiàn)飛車故障及伺服驅(qū)動器報(bào)錯(E180VERSPEED或E24velocityer)。下面西安德伍拓自動化為介紹一個(gè)案例幫助大家理解伺服電機(jī)編碼器調(diào)零定位的方法。
安裝的增量編碼器進(jìn)行調(diào)零操作")
圖為電氣工程師在給伺服電機(jī)安裝的增量編碼器進(jìn)行調(diào)零操作
首先,應(yīng)急調(diào)零雖然簡單實(shí)用,但操作前必須將電機(jī)從設(shè)備上拆卸下來,調(diào)試完成后再重新安裝回設(shè)備。考慮到每次更換編碼器都需要進(jìn)行這樣的操作,對于經(jīng)常更換編碼器的場合,這顯然是一個(gè)繁瑣的過程。因此,這里介紹一個(gè)更為簡便的應(yīng)急方法。
在拆下?lián)p壞的編碼器后,安裝新的編碼器并確保與電機(jī)軸固定牢固,同時(shí)使編碼器的可調(diào)底座懸空并可以自由旋轉(zhuǎn)。隨后,將電機(jī)重新接入電路,并將機(jī)器速度調(diào)至零。通電正常后,按下啟動開關(guān),此時(shí)可能出現(xiàn)下面這種情況:
電機(jī)高速反轉(zhuǎn)。這是由于編碼器與實(shí)際零位存在較大偏差所致。此時(shí),可以緩慢轉(zhuǎn)動編碼器,直到電機(jī)在零速指令下靜止。在此過程中,需要特別注意操作的平穩(wěn)性,避免過快轉(zhuǎn)動導(dǎo)致電機(jī)再次高速反轉(zhuǎn)。一旦電機(jī)靜止,記錄下該位置,并立即將編碼器調(diào)整至靜止區(qū)域。此步驟需要兩手協(xié)同操作,一手轉(zhuǎn)動編碼器,另一手用記號筆標(biāo)記位置。
通過上述調(diào)整,我們可以發(fā)現(xiàn)增量式伺服電機(jī)存在一個(gè)較寬的可調(diào)區(qū)域。在這個(gè)區(qū)域中,中間位置通常是伺服電機(jī)最大力矩輸出點(diǎn)。如果電機(jī)在運(yùn)行過程中出現(xiàn)力矩不足或正反方向力矩不均衡的情況,很可能是由于編碼器的Z信號削弱或零位偏離中心所致。此時(shí),重新調(diào)整編碼器的零位即可解決問題。
對于新安裝的編碼器,其靜止區(qū)域通常較小。如果靜止區(qū)域明顯增加,則可能是編碼器內(nèi)部電路存在問題,表現(xiàn)為力矩不足或發(fā)熱嚴(yán)重。此時(shí),可以使用電流表測量空載電流,以判斷是否存在異常。
找到編碼器的中心位置后,清潔該位置,并使用502膠將編碼器底座固定在電機(jī)側(cè)面的對應(yīng)位置。待膠水干燥后,再涂上一層防滑橡膠,即可將電機(jī)重新安裝回設(shè)備并投入正常運(yùn)行。實(shí)踐證明,經(jīng)過這樣處理的伺服電機(jī),在正常情況下可以穩(wěn)定運(yùn)行一年以上。
需要注意的是,由于編碼器的軸與電機(jī)軸心可以任意角度連接,因此編碼器的零位與電機(jī)的機(jī)械位置只是相對位置。只有當(dāng)編碼器的軸與電機(jī)軸固定后,編碼器的實(shí)際零位位置才會確定下來。同時(shí),活動底座的位置確定后,軸間的固定螺絲位置也會隨之固定。
通過上述方法,我們可以簡便有效地完成伺服電機(jī)編碼器的調(diào)零定位工作,確保電機(jī)的正常運(yùn)行。
了解更多
編碼器相關(guān)知識,敬請關(guān)注西安德伍拓自動化傳動系統(tǒng)有限公司網(wǎng)站。公司技術(shù)團(tuán)隊(duì)為您免費(fèi)提供編碼器的選型、安裝、調(diào)試、保養(yǎng)等技術(shù)指導(dǎo)服務(wù),盡量避免企業(yè)因?yàn)榫幋a器技術(shù)人員的短缺帶來的損失,采取拉線上+拉線下服務(wù)的服務(wù)形式,幫助企業(yè)解決技術(shù)難題。








有限公司")
 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn