編碼器在包裝印刷機(jī)中的應(yīng)用
圖像包裝印刷設(shè)備在實(shí)際生產(chǎn)過程中要求高穩(wěn)定性和高精度,以保證印刷精度和后整理質(zhì)量。然而,在機(jī)器運(yùn)行過程中,由于電機(jī)運(yùn)行中的一些不穩(wěn)定性,加工精度和質(zhì)量會(huì)降低。該編碼器體積小、精度高、抗干擾能力強(qiáng),能較好地測(cè)量位置、速度和角位置,易于安裝在控制系統(tǒng)中。因此,在相關(guān)設(shè)備上添加編碼器有助于提高產(chǎn)品在印刷和包裝過程中的加工質(zhì)量。
本公司生產(chǎn)的絕對(duì)磁編碼器為非接觸式絕對(duì)磁編碼器。它利用磁阻效應(yīng)元件檢測(cè)磁場(chǎng)變化信號(hào),通過放大電路放大變化量,經(jīng)輸入單片機(jī)信號(hào)處理后輸出絕對(duì)位置的數(shù)字信號(hào)或模擬值,并通過CANopen或Profibus DP總線輸出SSI同步串行信號(hào)或遠(yuǎn)程傳輸。
磁編碼器采用磁電設(shè)計(jì),防震、防腐蝕、防污染、性能更可靠、結(jié)構(gòu)簡(jiǎn)單。
主要特點(diǎn):
1.產(chǎn)品結(jié)構(gòu)緊湊,磁電工藝,適用于苛刻的工業(yè)控制應(yīng)用。
2.高精度全數(shù)字,無信號(hào)干擾,零漂。
3.波特率和地址代碼可通過現(xiàn)場(chǎng)DIP開關(guān)或系統(tǒng)軟件進(jìn)行設(shè)置。
4.每轉(zhuǎn)4096分辨率。
5.工作電壓大,功耗低。
6.夾緊法蘭或同步法蘭,國(guó)際標(biāo)準(zhǔn)模具結(jié)構(gòu)。
7.CANopen通信協(xié)議總線輸出。從站的數(shù)量最多可達(dá)110個(gè)。
MEI編碼器
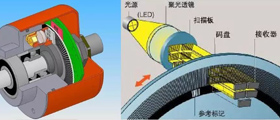
旋轉(zhuǎn)編碼器是一種用于速度和位置檢測(cè)的新型數(shù)字傳感器。磁編碼器由記錄在磁鐵表面的等間距磁極、用于檢測(cè)磁極的磁阻元件和集成信號(hào)處理芯片組成。
它可用于測(cè)量角位移、速度、長(zhǎng)度、相位等,具有可靠性高、速度快、響應(yīng)快、抗沖擊、抗振動(dòng)、耐油等特點(diǎn)。易于使用和安裝。用于工業(yè)非接觸旋轉(zhuǎn)位置檢測(cè)、自動(dòng)裝置扭矩檢測(cè)和位置檢測(cè)。
主要特點(diǎn):
1.卡槽設(shè)計(jì),附件自帶配套法蘭,安全可靠,使用方便。
2.高達(dá)30V的電壓接受能力,內(nèi)置兩極穩(wěn)壓器和濾波電路,確保輸出信號(hào)穩(wěn)定,同時(shí)方便用戶直接使用工業(yè)電源。
3.電源輸入端設(shè)有過壓和反極性保護(hù)。
4.防護(hù)等級(jí)達(dá)到IP65。
5.傳感器具有智能系統(tǒng),能夠識(shí)別自身和環(huán)境,并實(shí)時(shí)保護(hù)設(shè)備。
6.電壓和電流輸出方式均為模擬輸出方式。編碼器實(shí)時(shí)監(jiān)控系統(tǒng)中的微小變化,并及時(shí)進(jìn)行調(diào)整,以確保模擬信號(hào)的整體輸出精度高于0.03%。
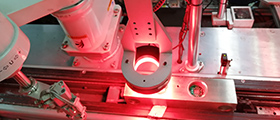
1) 印模滾筒速度的確定及速度穩(wěn)定性的控制應(yīng)用印刷公司的生產(chǎn)效率取決于印刷機(jī)的印刷速度。目前,高速印刷機(jī),尤其是卷筒紙印刷機(jī),可以達(dá)到72000rpm的印刷速度。如果生產(chǎn)過程控制不當(dāng),必然會(huì)影響印刷質(zhì)量或造成大量印刷浪費(fèi),因此需要準(zhǔn)確、穩(wěn)定地控制印刷滾筒的速度。在這里,可以通過將編碼器同軸連接到印刷滾筒來測(cè)量、顯示和控制速度。此外,為了保證印刷滾筒速度的穩(wěn)定性,逆變器和編碼器構(gòu)成了閉環(huán)速度控制系統(tǒng)。PLC給出變頻器的速度,同時(shí)將其輸出到滾筒驅(qū)動(dòng)電機(jī),編碼器將滾筒速度信號(hào)返回給變頻器。調(diào)整模塊調(diào)整后,再次輸出到驅(qū)動(dòng)電機(jī),以確保滾筒速度的穩(wěn)定性。
2) 柔印、凹印和卷筒紙膠印控制應(yīng)用
通常,柔性版、凹版和卷筒紙膠印包含多種顏色組,從4種顏色組到17種顏色組不等。印刷品必須準(zhǔn)確地套印多種顏色,以產(chǎn)生清晰的圖像。通常速度更快,同時(shí)實(shí)現(xiàn)連續(xù)打印。因此,通常在印刷機(jī)上安裝光電套印機(jī)的自動(dòng)控制裝置。對(duì)于目的
為了準(zhǔn)確地檢測(cè)配準(zhǔn)誤差,在空白區(qū)域中有一條標(biāo)記線。印版,可通過檢測(cè)標(biāo)記線進(jìn)行檢查。標(biāo)記線的檢測(cè)是檢測(cè)它們到達(dá)光電眼的時(shí)間,以檢測(cè)配準(zhǔn)誤差。因此,在第二種顏色之后,顏色組配備光電眼,同時(shí),編碼器同軸安裝在每種顏色的印版滾筒上,以產(chǎn)生同步。因此,通過比較光電眼的標(biāo)記線和脈沖信號(hào),實(shí)現(xiàn)對(duì)配準(zhǔn)誤差的準(zhǔn)確檢測(cè),最后向配準(zhǔn)校正機(jī)構(gòu)發(fā)送信號(hào),自動(dòng)完成誤差補(bǔ)償。
3) 卷筒紙印刷材料水平切割精度控制的應(yīng)用
卷筒紙印刷材料的水平狹縫結(jié)構(gòu)連接。機(jī)器內(nèi)部由編碼器組成同步控制系統(tǒng),滾刀輥和牽引輥按一定的速比運(yùn)行,滾刀輥電機(jī)采用開環(huán)控制,牽引輥電機(jī)采用閉環(huán)控制,牽引輥的實(shí)時(shí)速度由編碼器控制,光電眼檢測(cè)狹縫標(biāo)記的間隔時(shí)間,經(jīng)過比較處理后,得到相鄰狹縫標(biāo)記的實(shí)際長(zhǎng)度,并與標(biāo)準(zhǔn)設(shè)定長(zhǎng)度進(jìn)行比較,由PLC計(jì)算出誤差變化。
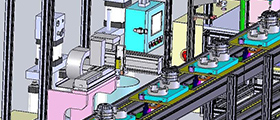
4) 在飲料包裝生產(chǎn)線上的應(yīng)用
它還可用于食品和飲料生產(chǎn)線的速度和操作控制。編碼器安裝在生產(chǎn)線底部,形成同步控制系統(tǒng),生產(chǎn)線工業(yè)皮帶和滾筒運(yùn)行。編碼器檢測(cè)滾筒的實(shí)時(shí)速度和運(yùn)行間隔,以便更好地監(jiān)控食品包裝和灌裝速度以及飲料生產(chǎn)線。









中的應(yīng)用")
中的應(yīng)用")
中的應(yīng)用")
中的應(yīng)用")
中的應(yīng)用")
化傳動(dòng)系統(tǒng)有限公司")
 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn